





Please Leave Us A Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.

HL
 September 07, 2021
September 07, 2021
The material of the Drive Axle Wheel Reducer housing parts (see Figure 1) is generally QT550-5 or QT600-3 ductile iron. Due to the large number of holes in the machining of such parts, the service life of the drilling tool is required to be high. When the pores are actually processed, the edge of the main flank face of the integral alloy drill bit is severely chipped at the edge of the blade, which causes the overall alloy bit to be directly scrapped, and the tool life is reduced, resulting in a significant increase in the cost of the tool for the machined part. The increase in processing time leads to a significant increase in production costs during parts production. In this paper, the improvement scheme of the hole- cutting tool of the shell-type reducer housing parts is provided for the problem of chipping of the whole alloy bit.
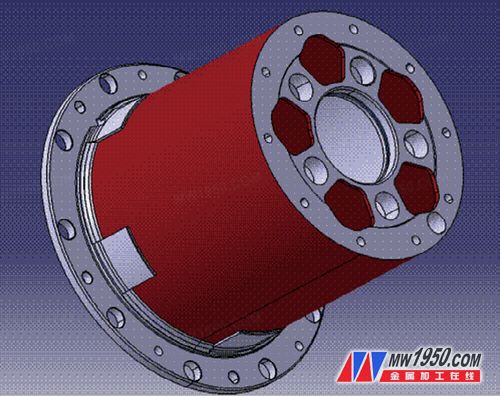
Figure 1 Drive axle wheel reducer housing parts
Improvements to the corners of the tool not only solve the problem of chipping, but also ensure cutting performance. Many drill bit grinding methods, such as grinding the transition edge, grinding the chisel edge, grinding the edge and grinding the chip flute, can not solve the chipping problem of the knife through the test. The theoretical basis of the turning tool gives us some inspiration. According to the powerful cutting tool and the roughing turning tool to prevent the cutting edge from chipping, the cutting edge design has a chamfered surface, and the width of the chamfered surface is very narrow. It can improve the strength of the cutting edge and increase the heat dissipation area. It is most suitable for the processing of rough cut forgings or intermittent surfaces. According to this idea, the chipping of the drill bit is improved, and the tool improvement is shown in Figure 2.
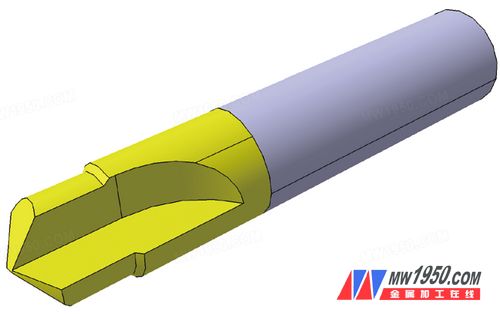
(a) before improvement
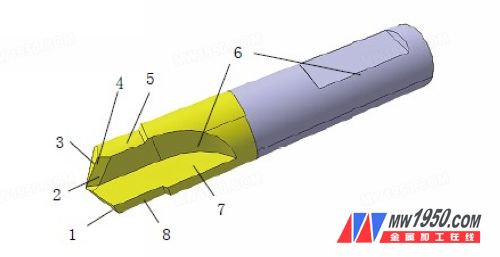
(b) after improvement
The above is the Optimization of hole cutters for wheel reducer parts we have listed for you. You can submit the following form to obtain more industry information we provide for you.
You can visit our website or contact us, and we will provide the latest consultation and solutions
Send Inquiry
Most Popular
lastest New
Related Products
Send Inquiry
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.